下記の各種の方式を考慮し組み合わせて、対象ワークに最も適した方式を選択します。
テスト圧による選択
スクロールできます。
| メリット | デメリット | ||
|---|---|---|---|
| 加圧法 |
|
|
|
| 減圧法 |
|
|
|
ワークの形状による選択
スクロールできます。
| メリット | デメリット | ||
|---|---|---|---|
| 差圧法 |
|
|
|
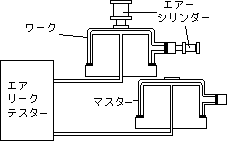
通常の方式です。検出精度向上とテスト時間短縮のためワークの容積はできるだけ小さくなるよう中子を入れます。 |
|||
| 圧⼒変化法チャンバ法 |
|
|
|
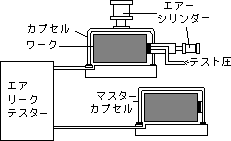
内容積の大きいワーク、カプセルによるシールが簡単なワークは、漏れが出てくる側を大気圧で測定すると検査時間が短縮されます。 |
|||
| 圧力変化法密封品チャンバ法 |
|
|
|
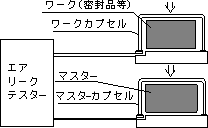
密封品のワークに対して使用します。この方式はワークの外周を加圧、または真空として測定するものです。 |
|||
その他の検査方式応用例
多数個取り方式
- 方式:複数のワークを同時にテストします。
- 対象:内容積が小さいワークや、検出力に十分余裕がある時に使用します。加圧時間を長く必要とするとき(変形の影響があるときなど)に使用します。
- メリット:1個あたりのテスト時間が短縮されます。
- デメリット:測定精度が要求される場合、不良率が大きい場合は使用できません。複数の検査治具が必要になります。
2室同時測定方式
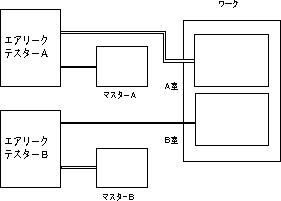
- 方式:同一のワークに個別で測定する2室がある場合、2台のテスターでそれぞれの室に異なるテスト圧を印加し同時にテストを行います。
- メリット:テスト時間が短縮されます。
- デメリット:A室とB室の隔壁間で漏れが生じた場合、テスト圧の高いテスターはワークの不良判定、テスト圧の低いテスターはマスター不良判定となるので判定信号の処理を行うとき注意が必要です。
- 排気干渉対策について:1台のテスターが先に判定完了し排気を行うと他のテスターの測定値に影響する場合があります。2台が同時に排気を行うよう外部で制御できる機種も用意しています。